
不要错过这部精心制作的直缝管Q355D无缝钢管市场报价产品视频!仅仅一分钟的时间,您将能够领略到我们产品的卓越品质和出色设计,发现更多令人心动的细节。
以下是:直缝管Q355D无缝钢管市场报价的图文介绍

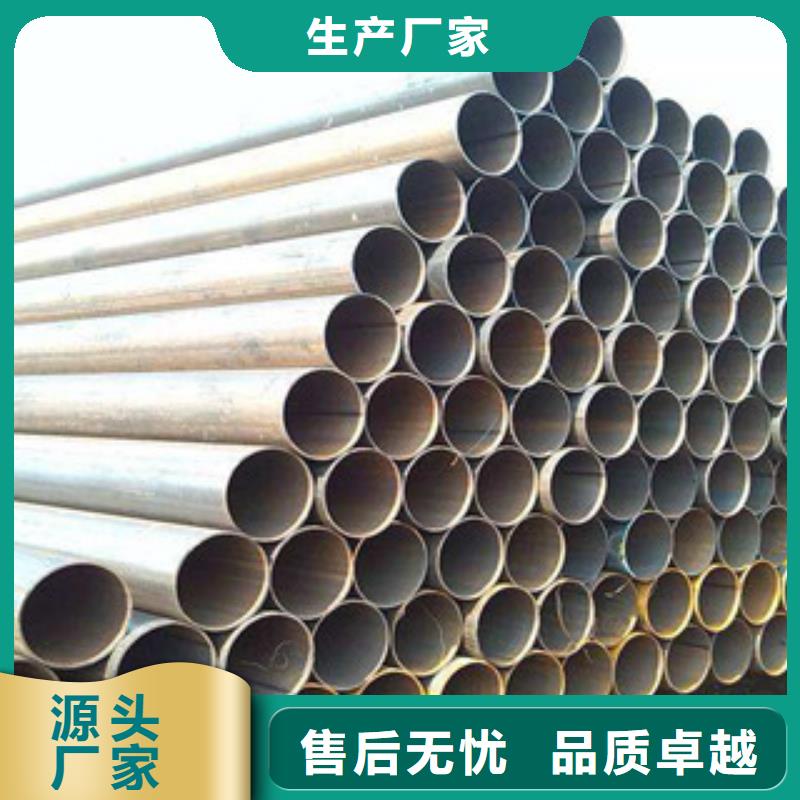
螺旋缝焊管一般是以热轧钢带卷作管坯,经螺旋成型,再采用高频电阻焊法或埋弧焊接成型。该工艺能用较窄的坯料生产较大管径的焊管,还可以用同样宽度的坯料生产不同管径的焊管。焊缝长度比直缝焊管焊缝长增加30%~100%。焊管的缺陷主要体现在焊缝上,焊缝长就意味着可靠性差,并且成型与焊接同时进行,焊缝缺陷几率明显偏高,焊缝质量不易保证。螺旋缝焊管生产线普遍不具有扩径工序,无法降低成型和焊接残余应力,致使焊管内部具有较大的残余应力,其残余应力为拉应力(可达200~300 MPa)。而焊管受内压后,管壁亦产生环向拉应力,二者叠加,使焊管承压能力减弱。并且残余拉应力,特别是焊缝位置残余拉应力的存在也大大降低了焊管抗应力腐蚀的能力,在酸性油气输送管线中必须严格限制残余拉应力。螺旋缝焊管在曲面上进行焊接,焊缝形状欠佳,内焊缝的马鞍形和外焊缝的脊背形难以克服,应力集中难以避免。螺旋缝焊管焊缝热影响区大,且硬度高,韧性和抗应力腐蚀能力下降。


液体输送运用:自来水工程的连接管道,石化工业等一般流体输送,化工液体输送,农田水利灌溉,城市排污建设等液体输送用。工程建设运用:作打桩管、作桥梁;码头、道路、建筑结构用管等。
我国建设大直缝焊管机组需解决的问题选择合适的工艺:
从几种大直缝焊管工艺的比较和世界上大直缝焊管技术的发展分析,UOE机组是目前世界上生产高强度管线钢管主要的直缝埋弧焊管机组,其生产能力大,产品质量好。世界上发达 都建有这种机组。我国是钢铁大国,又是油气管线钢管用量大的 ,十分需要建设1~2套具有世界先进水平的UOE机组,生产高质量的油气输送管线用钢管。此外,也可以建设2~3套如C压力成型、排辊连续成型(CFE)等其他直缝埋弧焊管机组,这些焊管机组产量虽低些,但投资少,建设快,灵活性好,产品质量好,适应市场能力较强。大小机组互补,这样才能适应我国管道工业的发展管线钢管将逐步以直缝埋弧焊管为主,目前的螺旋焊管市场逐步转变为直缝焊管市场。由此可见,建设大直缝焊管机组将具有很好的前景。
确定合理的产业布局



钢兴钢管 有限公司主要生产: 广东广州输送流体管产品,拥有完整、科学的质量管理体系。公司始终坚持“质量为本 打造诚信企业”的经营理念,公司的诚信和 广东广州输送流体管产品质量获得广大客户的认可。欢迎各界朋友莅临参观、指导和业务洽谈。 我们以“顾客为先、质量为重、不断改进、完善服务”为方针,训练有素的制作员工队伍,热情周到、方便及时的售前、售后服务,使我们赢得越来越多的客户和市场,也使得我们有信心与贵公司携手并进,开创未来。不断追求、推陈出新、坚持做好 广东广州输送流体管产品坚持质量,为客户做一些实实在在的事情,竭诚欢迎各界朋友来我厂考察指导!



直缝电焊钢管以带钢为原料,通过一组成型机架连续成型为管状,然后用电阻加热或感应加热使带钢边缘部位处于熔融状态,在压力的作用下将接缝焊合而得到钢管。它能生产的产品 为Dmax<660.4mm,Smax<16mm,D/S>100。连续辊式成型是将管坯在具有一定轧辊孔型的多机架轧机上进行连续塑性弯曲而成管筒状,是一种应用广泛、优质的中、小口径电焊管成型方法。自然成型法:自然成型法也叫排辊成型法(CFE),该成型法的特点是在成型过程中,沿纵向在管坯的边缘外侧配置了轧辊群,以控制边缘延伸。同时轧辊群又从外侧来束缚管坯的边缘,将边缘延伸作为压缩变形的形式来吸收,使带钢的成形过程接近于自然弯曲形状的成型法。因此它是一种既能防止边缘延伸,又能吸收边缘延伸的成型法,适用于成型中口径薄壁管(D>400mm)。


